The mechanical characteristics of UltraTube™ – high energy absorption, excellent fatigue resistance, and consistent performance – make it well-suited for safety cages, space frames, commercial vehicle fit-outs and heavy-duty off-road accessories. Its ability to deform in a stable, controlled manner helps maintain a low deceleration pulse during impact, improving crash performance and occupant protection.
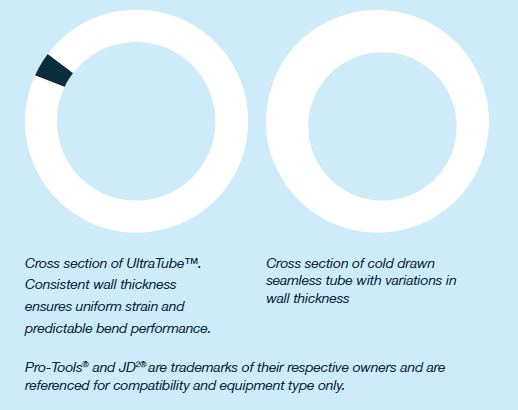
Dual-phase steels exhibit continuous yielding, transitioning gradually from elastic to plastic deformation rather than showing a distinct yield point. This results in more predictable behaviour during both forming and impact scenarios. The cold-rolled coil used to manufacture UltraTube™ is produced through intercritical annealing on a continuous annealing line (CAL). This process precisely controls phase transformations to achieve the dual-phase structure, ensuring uniform thickness and consistent mechanical properties throughout the coil and into the final tube.
Industrial Tube Manufacturing’s precision tube-forming process uses high-frequency induction (HFI) welding to produce a tube with excellent dimensional accuracy, a minimal internal weld bead, and a narrow and controlled heat-affected zone (HAZ). The result is a clean, consistent tube optimised for demanding applications where strength and reliability matter most.
Product Specification
Two UltraTube™ variants are available: UltraTube™ for general fabrication and UltraTube RS™ for motorsport.
UltraTube™ can be produced in circular profiles from 22.2 to 76.2 mm, with minimal MOQs. It delivers high strength, tight dimensional control, and a smooth cold-rolled surface suited to precision fabrication. As with all high-strength structural steels, forming, welding and joint detailing should be carefully considered and controlled to preserve material properties across fabricated assemblies. UltraTube™ enables lightweight, efficient structural designs without compromising reliability or ease of manufacture.
Tolerances and delivery conditions
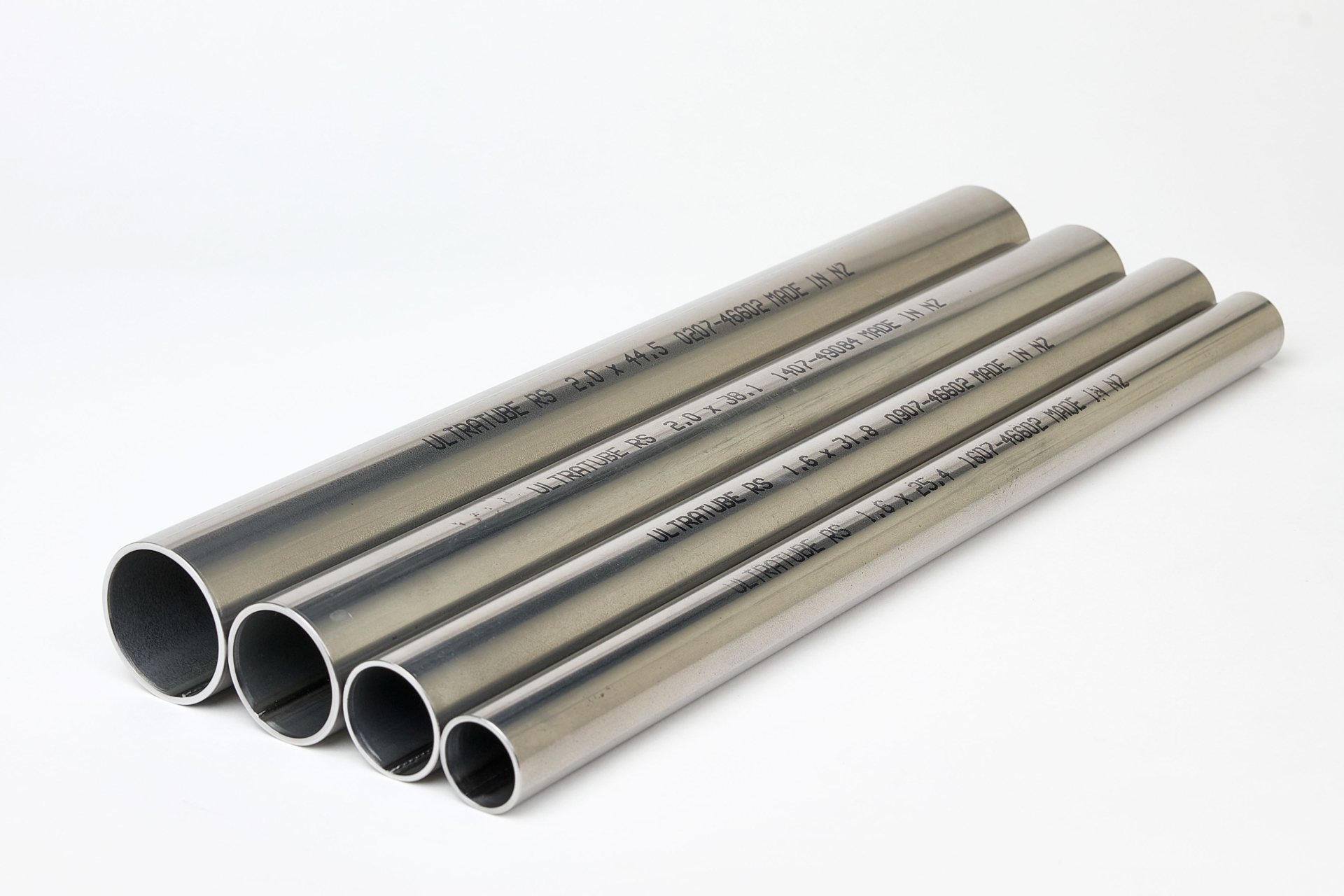
Manufactured in New Zealand to the delivery and dimensional requirements of AS 1450 and EN 10305- 3, with mechanical properties verified per the UltraTube™ specification and mill test certificate (MTC). Delivery is to EN 10131:2006 Class B thickness tolerances, with a tight, symmetric range. Tensile testing for UltraTube RS™ is to AS 1391:2020 and base steel meets the mechanical requirements of EN 10338:2015 (cold-rolled dual-phase). Each UltraTube RS™ order is supplied with an MTC and is fully traceable. Tubing is linemarked for easy identification.
Typical imperial mechanical-tubing standards—ASTM A513, ASTM A519, and AMS-T-6736—specify wall-thickness tolerances of ± 10%. UltraTube™ 1.6mm and 2.0mm nominal
gauges are targeted to align with 0.065” and 0.083” sizing while remaining compliant with EN 10131 tolerances. Minor variation may occur between coil batches.